عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید





LOADING

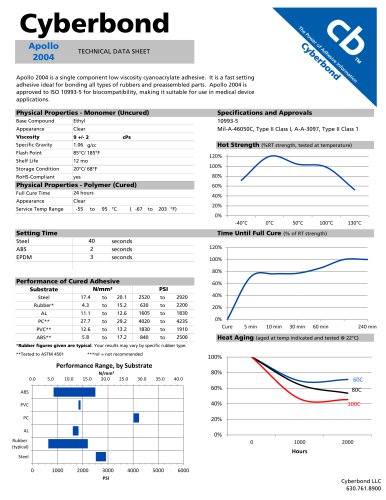
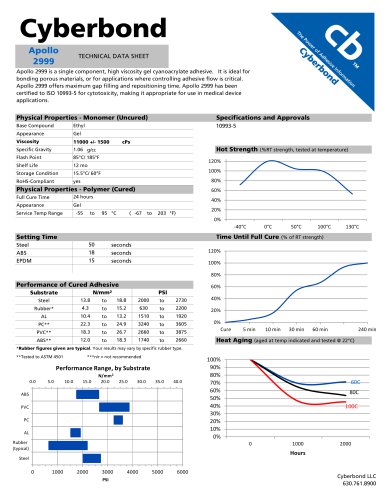
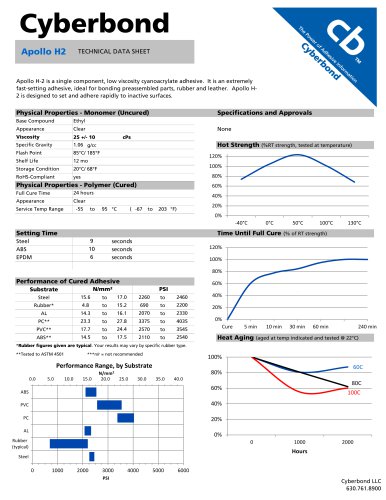
Apollo 20020 pages
نسخه متنی
"
"
| CcgbErbnnd | ||||||||||||||||||||||||
| Technical Data Sheet Apollo 2002 | ||||||||||||||||||||||||
| 401 N. Raddant Rd. Batavia, IL 60510 ph: 630-761-8900 fx: 630-761-8989 | ||||||||||||||||||||||||
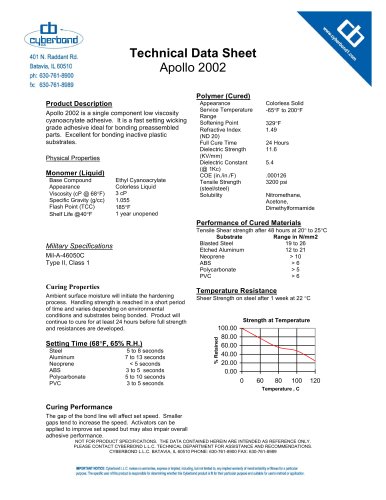
| Polymer (Cured) Appearance Service Temperature Range Softening Point Refractive Index (ND 20) Full Cure Time Dielectric Strength (KV/mm) Dielectric Constant (@ 1Kc) COE (in./in./F) Tensile Strength (steel/steel) Solubility | ||||||||||||||||||||||||
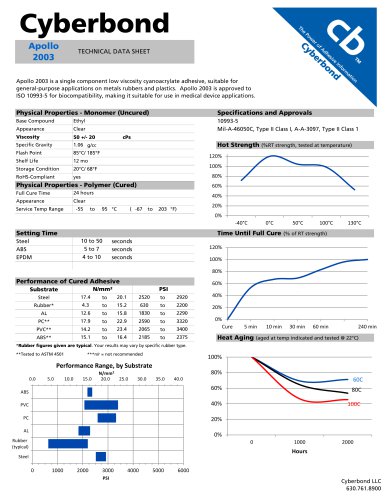
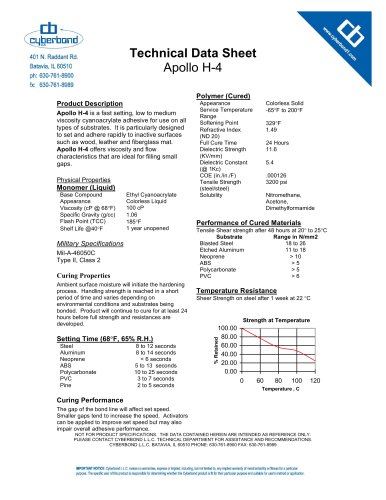
| Product Description Apollo 2002 is a single component low viscosity cyanoacrylate adhesive. It is a fast setting wicking grade adhesive ideal for bonding preassembled parts. Excellent for bonding inactive plastic substrates. Physical Properties Monomer (Liquid) | ||||||||||||||||||||||||
| Colorless Solid -65°F to 200°F 329°F 1.49 24 Hours 11.6 5.4 .000126 3200 psi Nitromethane, Acetone, Dimethylformamide | ||||||||||||||||||||||||
| Base Compound Appearance Viscosity (cP @ 68°F) Specific Gravity (g/cc) Flash Point (TCC) Shelf Life @40°F | Ethyl Cyanoacrylate Colorless Liquid 3 cP 1.055 185°F 1 year unopened | |||||||||||||||||||||||
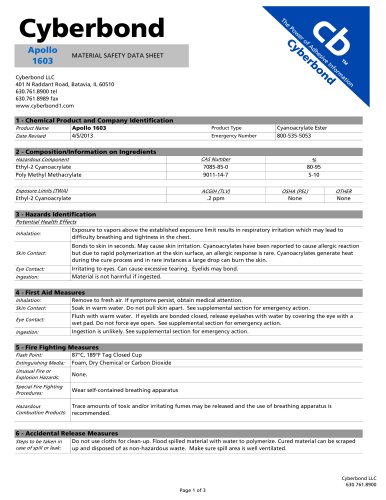
| Performance of Cured Materials Tensile Shear strength after 48 hours at 20° to 25°C Substrate Range in N/mm2 Blasted Steel 19 to 26 Etched Aluminum 12 to 21 Neoprene > 10 ABS > 6 Polycarbonate > 5 PVC > 6 Temperature Resistance Sheer Strength on steel after 1 week at 22 °C | ||||||||||||||||||||||||
| Military Specifications Mil-A-46050C Type II, Class 1 | ||||||||||||||||||||||||
| Curing Properties Ambient surface moisture will initiate the hardening process. Handling strength is reached in a short period of time and varies depending on environmental conditions and substrates being bonded. Product will continue to cure for at least 24 hours before full strength and resistances are developed. Setting Time (68°F, 65% R.H.) Steel 5 to 8 seconds Aluminum 7 to 13 seconds Neoprene < 5 seconds ABS 3 to 5 seconds Polycarbonate 5 to 10 seconds PVC 3 to 5 seconds | ||||||||||||||||||||||||
| Strength at Temperature | ||||||||||||||||||||||||
| 100.00 80.00 60.00 40.00 20.00 0.00 | ||||||||||||||||||||||||
| 0 | 60 80 100 120 Temperature , C | |||||||||||||||||||||||
| Curing Performance The gap of the bond line will affect set speed. Smaller gaps tend to increase the speed. Activators can be applied to improve set speed but may also impair overall adhesive performance. NOT FOR PRODUCT SPECIFICATIONS. THE DATA CONTAINED HEREIN ARE INTENDED AS REFERENCE ONLY. PLEASE CONTACT CYBERBOND L.L.C. TECHNICAL DEPARTMENT FOR ASSISTANCE AND RECOMMENDATIONS. CYBERBOND L.L.C. BATAVIA, IL 60510 PHONE: 630-761-8900 FAX: 630-761-8989 | ||||||||||||||||||||||||
| IM PORTArfT NOTICE: Cytwrrsnd LLC. raSes no wenaraes, express or implioj, including, bul not Bmilad k>, Bny implieil wansntr or mardisnabiilty or fitness for a particuiar purpose. The specific user cf trps product is responsible fordeterminirtg whether Ihfe Cyberbonrj predict Is firfcr (hair particular purpose and suitable for ysefs metrfid or applkatior. | ||||||||||||||||||||||||