عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






Titan 75690 pages
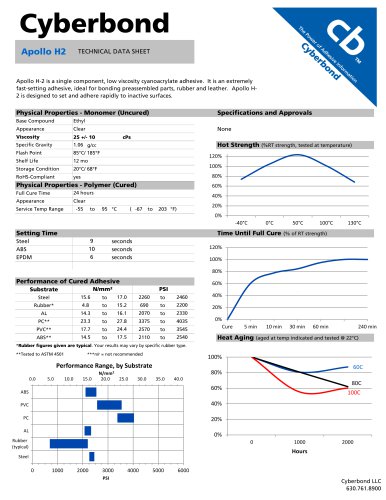
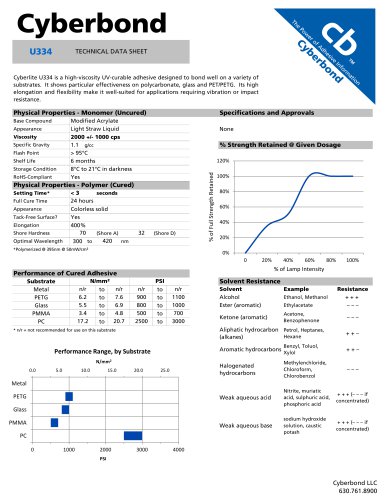
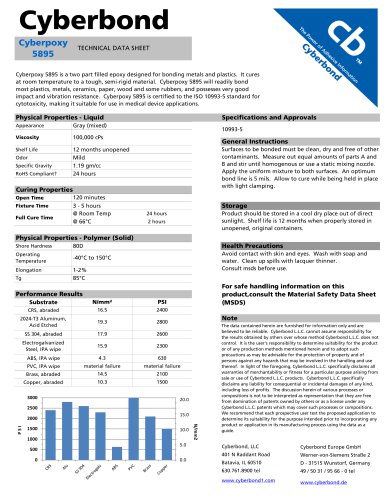
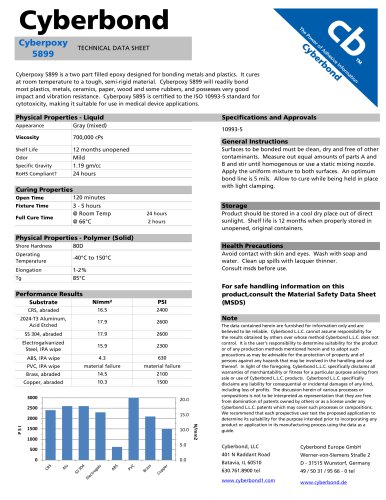
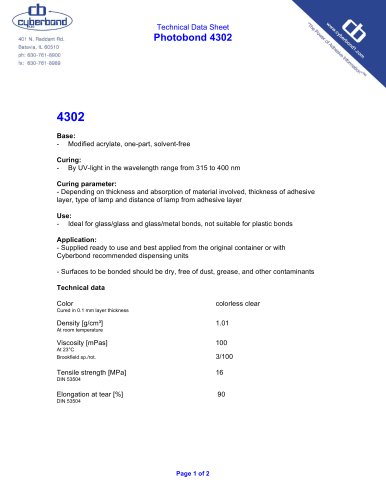
Cyberbond
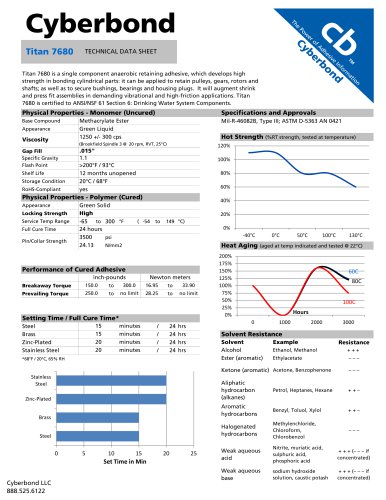
Titan 7569
TECHNICAL DATA SHEET
Titan 7569 is a single component anaerobic threadlocking adhesive. It is designed for the
locking and sealing of metal pipes and fittings. Titan 7569 is suitable for applications
where disassembly with hand tools is required for servicing.
Physical Properties - Monomer (Uncured)
Base Compound
Appearance
Viscosity
Gap Fill
Specific Gravity
Flash Point
Shelf Life
Storage Condition
RoHS-Compliant
Specifications and Approvals
Dimethacrylate Ester
Brown liquid
500 +/- 200 cps
ASTM D 5363; Group 1, Class 6, Grade 2
Solvent Resistance
Solvent
Alcohol
Ester (aromatic)
.007"
1.1
>200°F
12 months unopened
20°C/ 68°F
yes
Locking Strength
Service Temp Range
Full Cure Time
Resistance
+++
–––
Ketone (aromatic) Acetone, Benzophenone
Aliphatic
hydrocarbon
( lk
)
Aromatic
–––
++–
Benzyl, Toluol, Xylol
++–
Halogenated
hydrocarbons
Methylenchloride,
Chloroform,
Chlorobenzol
–––
Weak aqueous
acid
Brown liquid
Low
-65 to 300 °F
24 hours
Petrol, Heptanes, Hexane
Nitrite, muriatic acid,
+ + + (– – – if
sulphuric acid, phosphoric
concentrated)
acid
Weak aqueous
base
sodium hydroxide
solution, caustic potash
hydrocarbons
Physical Properties - Polymer (Cured)
Appearance
Example
Ethanol, Methanol
Ethylacetate
( -54
to
149 °C)
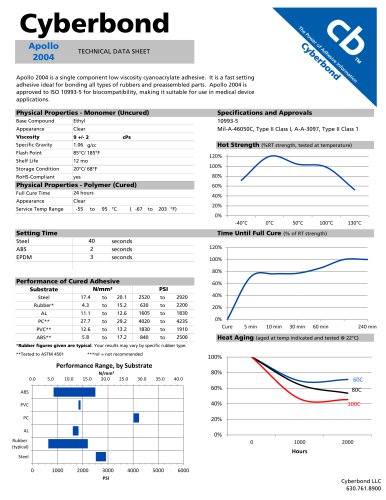
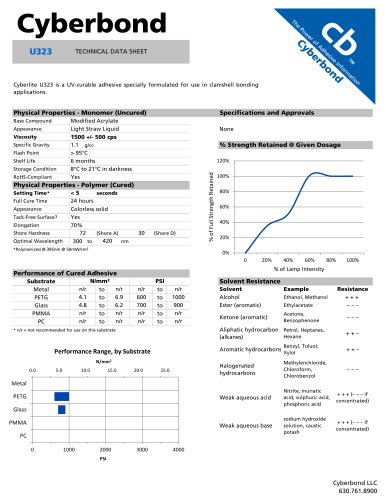
Performance of Cured Adhesive
inch-pounds
Newton meters
Breakaway Torque
20.0
to
60.0
2.26
to
6.78
Prevailing Torque
10.0
to
40.0
1.13
to
4.52
+ + + (– – – if
concentrated)
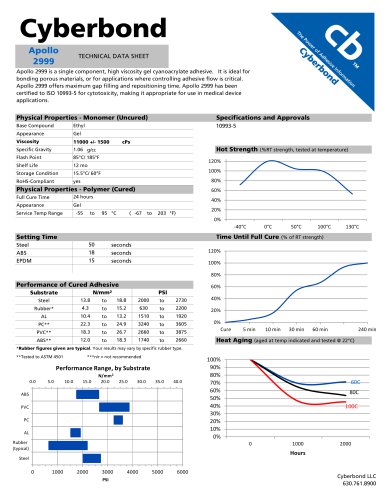
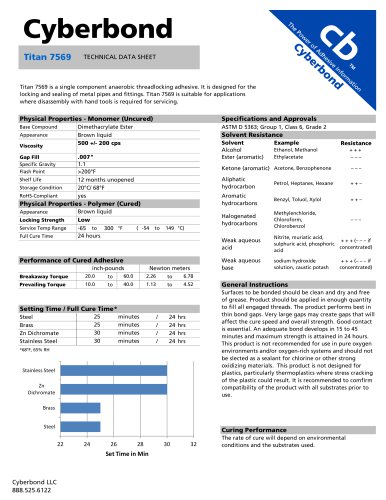
Setting Time / Full Cure Time*
25
25
30
30
Steel
Brass
Zn Dichromate
Stainless Steel
minutes
minutes
minutes
minutes
/
/
/
/
24
24
24
24
General Instructions
Surfaces to be bonded should be clean and dry and free
of grease. Product should be applied in enough quantity
to fill all engaged threads. The product performs best in
thin bond gaps. Very large gaps may create gaps that will
affect the cure speed and overall strength. Good contact
is essential. An adequate bond develops in 15 to 45
minutes and maximum strength is attained in 24 hours.
This product is not recommended for use in pure oxygen
environments and/or oxygen-rich systems and should not
be slected as a sealant for chlorine or other strong
oxidizing materials. This product is not designed for
plastics, particularly thermoplastics where stress cracking
of the plastic could result. It is recommended to comfirm
compatibility of the product with all substrates prior to
use.
hrs
hrs
hrs
hrs
*68°F, 65% RH
Stainless Steel
Zn
Dichromate
Brass
Steel
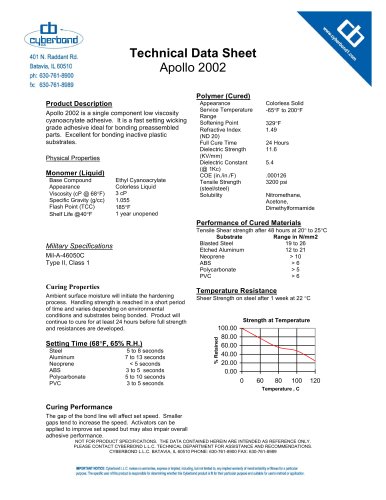
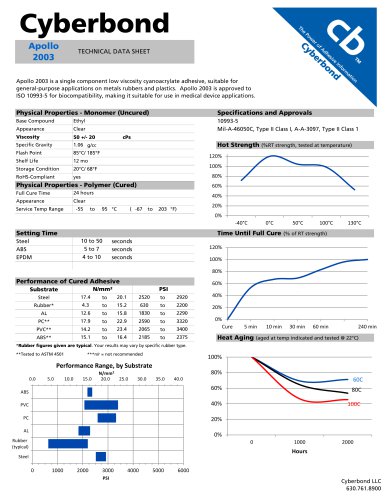
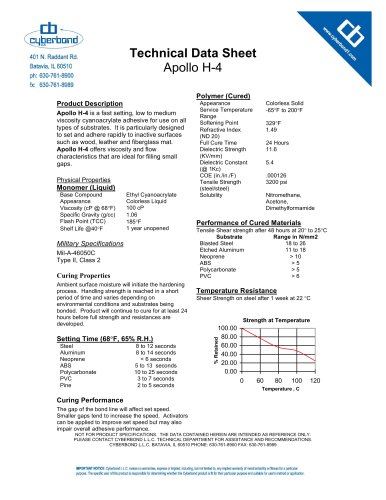
Curing Performance
22
24
26
28
Set Time in Min
Cyberbond LLC
888.525.6122
30
32
The rate of cure will depend on environmental
conditions and the substrates used.