عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






Chipcard production0 pages
Application Note
Please contact us for further information.
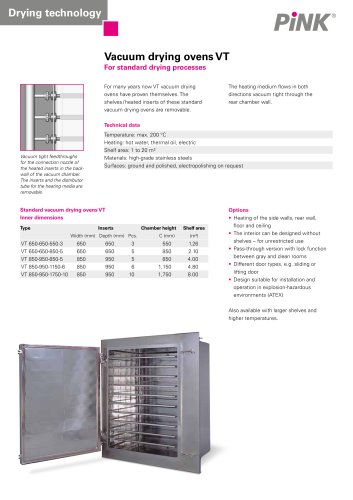
Chipcard production
Contact angle
before and after plasma treatment
Application
40
30
20
Pos. 2
50
Pos. 1
10
0
Beforet
After
A chipcard’s quality and service life depend
essentially on the adhesion of the modules
Adhesive force
to the chipcard. If the adhesion is too weak,
before and after plasma treatment
the module may detach itself from the
250
chipcard, e.g. when strongly flexed, making
200
Force [N]
the card unusable. To prevent this and to
achieve optimal adhesion of the hotmelt
bond, the modules are activated in plasma
before bonding.
150
100
50
0
Beforet
After
Plasma process
The glue adheres better to the substrate
Treatment in oxygen plasma raises the
(Diagram 3) as a result. The force that has
surface’s wettability by increasing its sur-
to be applied to release the module thus
face energy (Diagram 1). Polar functional
increases considerably. The plasma process
groups are formed on the polymer surface
takes place at room temperature with non-
and metal surfaces are cleaned. This effect
toxic gases and without generation of any
can be illustrated by the contact angle of
hazardous waste products.
water. After treatment, the water droplet
spreads, i.e. the angle is reduced
Equipment
The V55-GKM unit is suitable
for the plasma activation of
chipcards.
Surface energy
before and after plasma treatment
Thermosysteme
Am Kessler 6
97877 Wertheim
The gas employed is capable of penetrating via the tiniest gaps and reaching poorly
accessible places. It is therefore also pos-
75
sible to process a fully wound coil without
60
costly winding and unwinding.
0
Beforet
Pos. 2
15
Pos. 1
30
Pos. 2
45
Pos. 1
PINK GmbH
Surface energy [mN/m]
90
Diagram 1
(Diagram 2).
After
The process is not hampered by the
presence of interleaves. The modules can
also of course be treated in magazines. The
process takes place fully automatically and
without further treatment steps.
Germany
T +49 (0) 93 42 / 919-0
F +49 (0) 93 42 / 919-111
plasma-finish@pink.de
www.pink.de
Plasma-finish
Diagram 3
Surface activation in lowpressure plasma significantly
improves the contact angle
and surface energy (and
hence the glue’s adhesion)
at two relevant points on the
module.
70
60
Pos. 2
Pos. 1
Pos. 2
90
80
Pos. 1
Water contact angle [°]
100
Diagram 2
Plasma activation of chipcard modules
"