عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






THE ECM PROCESS AN10000 pages
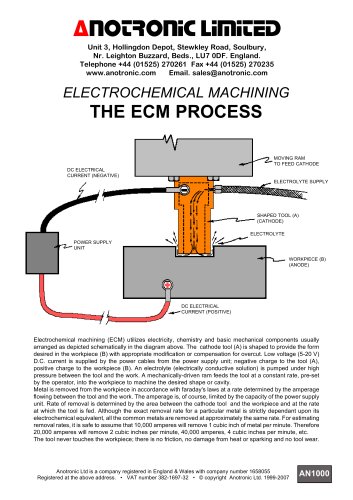
ELECTROCHEMICAL MACHINING
nnTHE ECM PROCESS
nnMOVING RAMTO FEED CATHODE ELECTROLYTE SUPPLY SHAPED TOOL (A)(CATHODE) ELECTROLYTEWORKPIECE (B)(ANODE) DC ELECTRICALCURRENT (POSITIVE) POWER SUPPLYUNIT DC ELECTRICALCURRENT (NEGATIVE) Electrochemical machining (ECM) utilizes electricity, chemistry and basic mechanical components usually arranged as depicted schematically in the diagram above. The cathode tool (A) is shaped to provide the form desired in the workpiece (B) with appropriate modification or compensation for overcut. Low voltage (5-20 V) D.C. current is supplied by the power cables from the power supply unit; negative charge to the tool (A), positive charge to the workpiece (B). An electrolyte (electrically conductive solution) is pumped under high pressure between the tool and the work. A mechanically-driven ram feeds the tool at a constant rate, pre-set by the operator, into the workpiece to machine the desired shape or cavity.Metal is removed from the workpiece in accordance with faraday's laws at a rate determined by the amperage flowing between the tool and the work. The amperage is, of course, limited by the capacity of the power supply unit. Rate of removal is determined by the area between the cathode tool and the workpiece and at the rate at which the tool is fed. Although the exact removal rate for a particular metal is strictly dependant upon its electrochemical equivalent, all the common metals are removed at approximately the same rate. For estimating removal rates, it is safe to assume that 10,000 amperes will remove 1 cubic inch of metal per minute. Therefore 20,000 amperes will remove 2 cubic inches per minute, 40,000 amperes, 4 cubic inches per minute, etc.The tool never touches the workpiece; there is no friction, no damage from heat or sparking and no tool wear. >
Anotronic Ltd is a company registered in England & Wales with company number 1658055Registered at the above address. VAT number 382-1697-32 ? թ copyright Anotronic Ltd. 1999-2007