عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






IMQL Brochure0 pages
Internal Minimum Quantity Lubrification from GAT.
Systematically reaching its target.
The novel technology of „dry machining using internal minimum quantity lubrication“ (MQL) is currently
receiving a lot of attention. This complete system
offers companies in the metal machining industry a
technological, economical and ecological alternative.
As an alternative to wet machining, „internal minimum
quantity lubrication“ through the tool during machining
offers great advantages to the user. Instead of cooling, as during wet machining (95% water, 5% oil), the
frictional heat is reduced. This is achieved by producing
a thin film of lubricating oil between the tool and the
work piece, the tool and the chips and the work piece
and the chips.
The lubricating mixture is fed to the friction points
through the tool so that the consumption of air and
lubricating medium is kept to a very low value:
Air: 2-10 Nm3/h, 1-5 bar (70 ft3 –353 ft3;14-72 psi)
Lubricating medium: 10-100 ml/h (0,3 fl.oz-3,3 fl.oz)
GAT offers two different MQL systems:
(2)
(6)
The advantages are obvious:
Clean environment
Low consumption of lubricating medium
Dry chip
No disposal problem with the chip
Zero cooling agent costs
Improved surface
Reduction in causes of illness
Increased tool life
Clean machines
The GAT MQL system fulfils all the requirements for a
set-up pointing the way into the future:
Option of feeding emulsion provided a
suitable rotary union is installed
Blowing-out of the tool holder with dry air
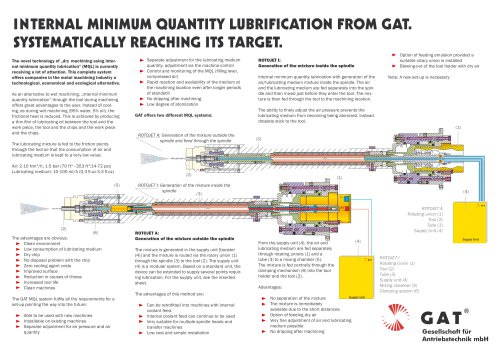
Rotojet I:
Generation of the mixture inside the spindle
Internal minimum quantity lubrication with generation of the
air/lubricating medium mixture inside the spindle. The air
and the lubricating medium are fed separately into the spindle and then mixed just before they enter the tool. The mixture is then fed through the tool to the machining location.
Note: A new set-up is necessary
The ability to finely adjust the air pressure prevents the
lubricating medium from becoming being atomized. Instead
droplets stick to the tool.
(1)
Rotojet A: Generation of the mixture outside the
spindle and feed through the spindle
(3)
(2)
(5)
Able to be used with new machines
Installable on existing machines
Separate adjustment for air pressure and air
quantity
Separate adjustment for the lubricating medium
quantity, adjustment via the machine control
Control and monitoring of the MQL (filling level,
compressed air)
Rapid reaction and availability of the medium at
the machining location even after longer periods
of standstill
No dripping after machining
Low degree of atomization
(1)
ROTOJET I: Generation of the mixture inside the
spindle
(3)
Rotojet A:
Generation of the mixture outside the spindle
The mixture is generated in the supply unit [booster
(4)] and the mixture is routed via the rotary union (1)
through the spindle (3) to the tool (2). The supply unit
(4) is a modular system. Based on a standard unit, the
device can be extended to supply several points requiring lubrication. For the supply unit, see the inserted
sheet.
The advantages of this method are:
Can be retrofitted into machines with internal
coolant feed.
Internal coolant feed can continue to be used
Very suitable for multiple spindle heads and
transfer machines
Low cost and simple installation
(4)
ROTOJET A
Rotating union (1)
Tool (2)
Tube (3)
Supply Unit (4)
From the supply unit (4), the air and
lubricating medium are fed separately
through rotating unions (1) and a
tube (3) to a mixing chamber (5).
The mixture is fed centrally through the
clamping mechanism (6) into the tool
holder and the tool (2).
Supply Unit
(4)
Advantages:
Supply Unit
No separation of the mixture
The mixture is immediately
available due to the short distances
Option of feeding dry air
Very fine adjustment of air and lubricating
medium possible
No dripping after machining
ROTOJET I
Rotating Union (1)
Tool (2)
Tube (3)
Supply unit (4)
Mixing chamber (5)
Clamping system (6)