عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید





HEAT RESISTANT PIPE PURGING SYSTEMS0 pages
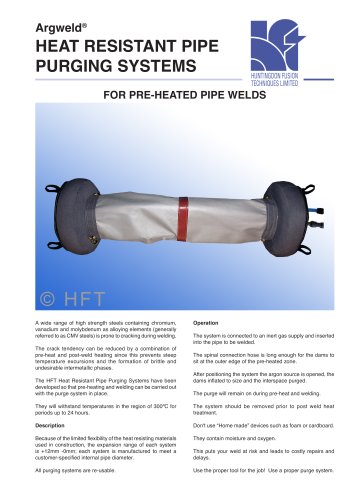
Argweld®
HEAT RESISTANT PIPE
PURGING SYSTEMS
FOR PRE-HEATED PIPE WELDS
A wide range of high strength steels containing chromium,
vanadium and molybdenum as alloying elements (generally
referred to as CMV steels) is prone to cracking during welding.
The crack tendency can be reduced by a combination of
pre-heat and post-weld heating since this prevents steep
temperature excursions and the formation of brittle and
undesirable intermetallic phases.
The HFT Heat Resistant Pipe Purging Systems have been
developed so that pre-heating and welding can be carried out
with the purge system in place.
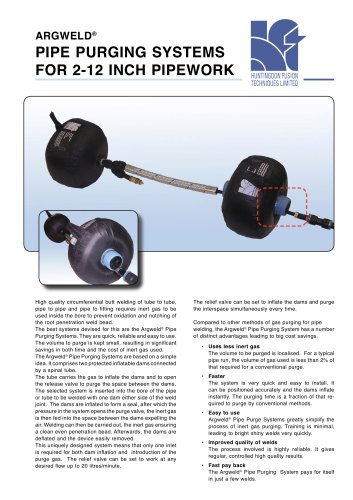
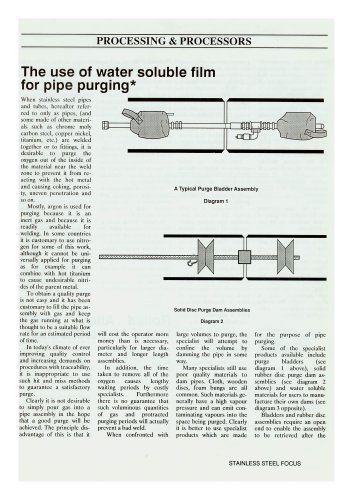
Operation
The system is connected to an inert gas supply and inserted
into the pipe to be welded.
The spinal connection hose is long enough for the dams to
sit at the outer edge of the pre-heated zone.
After positioning the system the argon source is opened, the
dams inflated to size and the interspace purged.
The purge will remain on during pre-heat and welding.
They will withstand temperatures in the region of 300ºC for
periods up to 24 hours.
The system should be removed prior to post weld heat
treatment.
Description
Don't use “Home made” devices such as foam or cardboard.
Because of the limited flexibility of the heat resisting materials
used in construction, the expansion range of each system
is +12mm -0mm; each system is manufactured to meet a
customer-specified internal pipe diameter.
They contain moisture and oxygen.
All purging systems are re-usable.
Use the proper tool for the job! Use a proper purge system.
This puts your weld at risk and leads to costly repairs and
delays.