عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






Cylindrical wheel 20100 pages
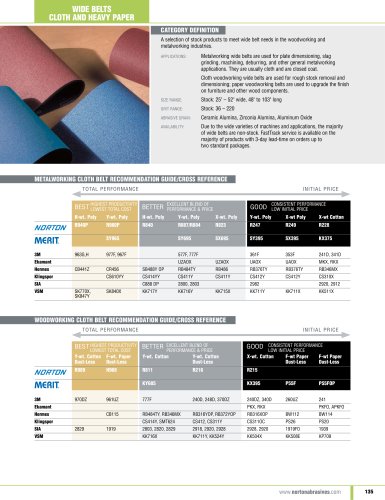
224 NORTON – THE MUSCLE BEHIND THE MACHINE
CYLINDRICAL WHEELS
PROBLEM POSSIBLE CAUSES SUGGESTED CORRECTION
Burn or cracks on workpiece Wheel too hard Try softer wheel or make wheel act softer (see the following Tech Tip)
Dress is too fine Dress faster
Nozzle not directing coolant properly Redirect flow
Work speed too slow or wheel speed too fast Adjust speeds
Wheel feed too slow causing excess Increase feed rate
contact time
Chatter marks on workpiece Loose spindle, end play, bearing failure Check wheel spindle on assembly
Work drive faults, out-of-truth plate Check gear action, truth, drive on pin pressure
Wheel too hard, poor truing, poor mounting Use softer grade; dress wheel correctly; secure mounting
Poor quality finish Poor quality dressing Reduce final depth of dress on wheel
Diamond insecurely held Check and replace diamond and secure properly
Misalignment of head and tail stocks Check for properly aligned workpiece
Dirty coolant Clean coolant frequently; use efficient filter
Scored workpiece centers Check and lap center holes as required
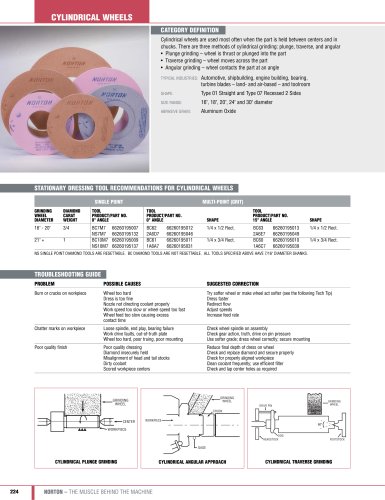
Cylindrical wheels are used most often when the part is held between centers and in
chucks. There are three methods of cylindrical grinding: plunge, traverse, and angular
• Plunge grinding – wheel is thrust or plunged into the part
• Traverse grinding – wheel moves across the part
• Angular grinding – wheel contacts the part at an angle
TYPICAL INDUSTRIES: Automotive, shipbuilding, engine building, bearing,
turbine blades – land- and air-based – and toolroom
SHAPE: Type 01 Straight and Type 07 Recessed 2 Sides
SIZE RANGE: 16", 18", 20", 24" and 30" diameter
ABRASIVE GRAIN: Aluminum Oxide
CATEGORY DEFINITION
STATIONARY DRESSING TOOL RECOMMENDATIONS FOR CYLINDRICAL WHEELS
SINGLE POINT MULTI-POINT (GRIT)
GRINDING DIAMOND TOOL TOOL TOOL
WHEEL CARAT PRODUCT/PART NO. PRODUCT/PART NO. PRODUCT/PART NO.
DIAMETER WEIGHT 0° ANGLE 0° ANGLE SHAPE 15° ANGLE SHAPE
16" - 20" 3/4 BC7M7 66260195007 BC62 66260195012 1/4 x 1/2 Rect. BC63 66260195013 1/4 x 1/2 Rect.
NS7M7 66260195132 2A6D7 66260195046 2A6E7 66260195049
21" + 1 BC10M7 66260195009 BC61 66260195011 1/4 x 3/4 Rect. BC60 66260195010 1/4 x 3/4 Rect.
NS10M7 66260195137 1A6A7 66260195031 1A6C7 66260195039
NS SINGLE POINT DIAMOND TOOLS ARE RESETTABLE. BC DIAMOND TOOLS ARE NOT RESETTABLE. ALL TOOLS SPECIFIED ABOVE HAVE 7/16" DIAMETER SHANKS.
TROUBLESHOOTING GUIDE
GAGE
GRINDING
WHEEL
WORKPIECE
CHUCK
GRINDING
WHEEL
WORKPIECE
CENTER
DRIVE PIN
HEADSTOCK
DOG
60º
FOOTSTOCK
GRINDING
WHEEL
CYLINDRICAL PLUNGE GRINDING CYLINDRICAL ANGULAR APPROACH CYLINDRICAL TRAVERSE GRINDING