عضویت
عضویت  ورود اعضا
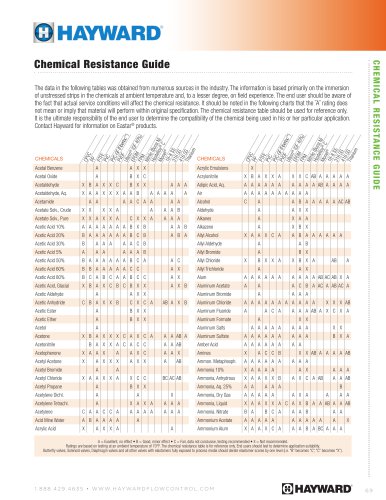
ورود اعضا راهنمای خرید
راهنمای خرید





LOADING

Y Strainers0 pages
نسخه متنی
"
"
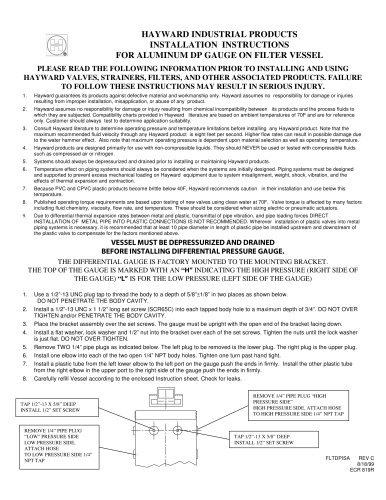
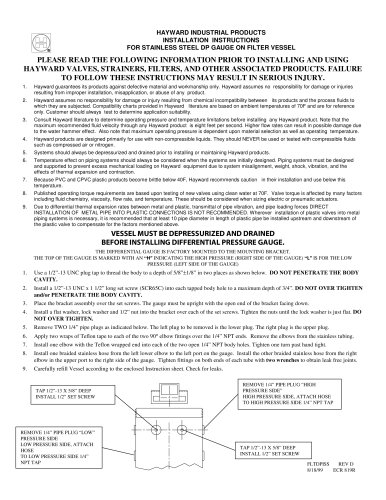
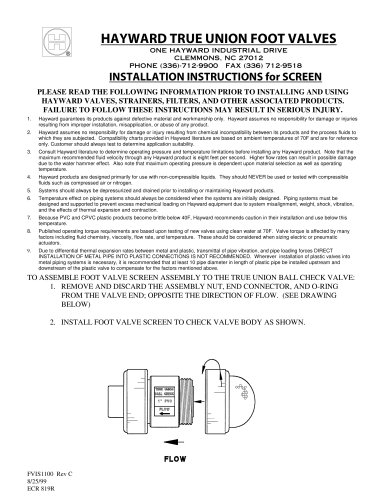
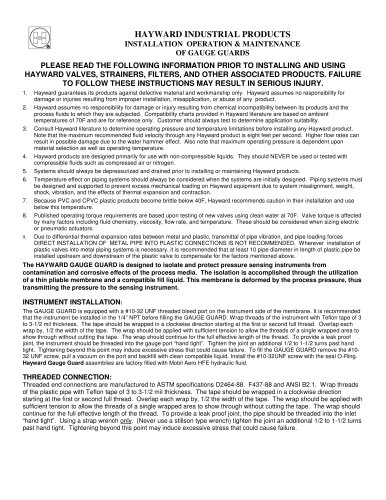
| (qjjX HAYWARD INDUSTRIAL PRODUCTS INSTALLATION OPERATION & MAINTENANCE OF Y-STRAINER PLEASE READ THE FOLLOWING INFORMATION PRIOR TO INSTALLING AND USING HAYWARD VALVES, STRAINERS, FILTERS, AND OTHER ASSOCIATED PRODUCTS. FAILURE TO FOLLOW THESE INSTRUCTIONS MAY RESULT IN SERIOUS INJURY. 1. Hayward guarantees its products against defective material and workmanship only. Hayward assumes no responsibility for damage or injuries resulting from improper installation, misapplication, or abuse of any product. 2. Hayward assumes no responsibility for damage or injury resulting from chemical incompatibility between its products and the process fluids to which they are subjected. Compatibility charts provided in Hayward literature are based on ambient temperatures of 70F and are for reference only. Customer should always test to determine application suitability. 3. Consult Hayward literature to determine operating pressure and temperature limitations before installing any Hayward product. Note that the maximum recommended fluid velocity through any Hayward product is eight feet per second. Higher flow rates can result in possible damage due to the water hammer effect. Also note that maximum operating pressure is dependent upon material selection as well as operating temperature. 4. Hayward products are designed primarily for use with non-compressible liquids. They should NEVER be used or tested with compressible fluids such as compressed air or nitrogen. 5. Systems should always be depressurized and drained prior to installing or maintaining Hayward products. 6. Temperature effect on piping systems should always be considered when the systems are initially designed. Piping systems must be designed and supported to prevent excess mechanical loading on Hayward equipment due to system misalignment, weight, shock, vibration, and the effects of thermal expansion and contraction. 7. Because PVC and CPVC plastic products become brittle below 40F, Hayward recommends caution in their installation and use below this temperature. 8. Published operating torque requirements are based upon testing of new valves using clean water at 70F. Valve torque is affected by many factors including fluid chemistry, viscosity, flow rate, and temperature. These should be considered when sizing electric or pneumatic actuators. 9. Due to differential thermal expansion rates between metal and plastic, transmittal of pipe vibration, and pipe loading forces DIRECT INSTALLATION OF METAL PIPE INTO PLASTIC CONNECTIONS IS NOT RECOMMENDED. Wherever installation of plastic valves into metal piping systems is necessary, it is recommended that at least 10 pipe diameter in length of plastic pipe be installed upstream and downstream of the plastic valve to compensate for the factors mentioned above. SOCKET CONNECTION: Socket end connections are manufactured to ASTM D2467-94. Solvent cementing of socket end connections to pipe should be performed per ASTM specifications D2855-87. Cut pipe square. Chamfer and deburr pipe. Surfaces must be cleaned and free of dirt, moisture, oil and other foreign material. Apply primer to inside socket surface of the strainer. Never allow primer or cement to contact sealing surfaces or the screen, as leaking may result. Use a scrubbing motion. Repeat applications may be necessary to soften the surface of the socket. Next, liberally apply primer to the male end of the pipe to the length of the socket depth. Again apply to the socket, without delay apply cement to the pipe while the surface is still wet with primer. Next apply cement lightly, but uniformly to the inside of the socket. Apply a second coat of cement to the pipe, and assemble the strainer to the pipe, rotating the strainer 1/4 turn in one direction as it is slipped to full depth on to the pipe. The strainer should be held in position for approx. 30 seconds to allow the connection to "set". After assembly wipe off excess cement. Full set time is a minimum of 30 minutes at 60 to 100 F. Full cure time should be based on the chart below. | ||||||||||||||||||||||
| JOINT CURE SCHEDULE: The cure schedules are suggested as guides. They are based on laboratory test data, and should not be taken to be the recommendations of all cement manufacturers. Individual manufacturer's recommendations for their particular cement should be followed. Temperature Test Pressures for Pipe Test Pressures for Pipe Test Pressures for Pipe Test Pressures for Pipe Range During Sizes 1/2 to 1-1/4 In._Sizes 1-1/2 to 3 In._Sizes 4 to 5 In._Sizes 6 to 8 In._ Cure Period(B) Up to Above 180 to Up to Above 180 to Up to Above 180 to Up to Above 180 to °F(°C) 180 PSI 370 PSI (1240 180 PSI 315 PSI 1240) 180 PSI 315 PSI (1240 180 PSI 315 PSI (1240 (1240 kPa) to 2550 kPa) (1240 kPa) to 2170 kPa) (1240 kPa) to 2170 kPa) (1240 kPa) to 2170 kPa) | ||||||||||||||||||||||
| 6 h 12 h 36 h 48 h | 2 h 4 h 12 h 16 h | 12 h 24 h 72 h 96 h | 6 h 12 h 36 h A 72 h A | 18 h 36 h 4 days A 8 days A | 8 h 16 h 3 days A 4 days A | 24 h 48 h 9 days A 12 days A | ||||||||||||||||
| 60 to 100 (15 to 40) 1 h 40 to 60 ( 5 to 15) 2 h 20 to 40 ( -7 to 5) 6 h 10 to 20) (-15 to 7) 8 h Colder than 10 (-15) | ||||||||||||||||||||||
| Extreme care should be exercised on all joints made where pipe, fittings or cement is below 10°F. | ||||||||||||||||||||||
| A: It is important to note that at temperatures colder than 20 °F on sizes that exceed 3 in., test results indicate that many variables exist in the actual cure rate of the joint. The data expressed in these categories represent only estimated averages. In some cases, cure will be achieved in less time, but isolated test results indicate that even longer periods of cure may be required. B: These cure schedules are based on laboratory test data obtained on Net Fit Joints (NET FIT=in a dry fit the pipe bottoms snugly in the fitting socket without meeting interference). | ||||||||||||||||||||||
| THREADED CONNECTION: Threaded end connections are manufactured to ASTM specifications D2464-88. F437-88 and ANSI B2.1. Wrap threads of pipe with Teflon tape of 3 to 3-1/2 mil thickness. The tape should be wrapped in a clockwise direction starting at the first or second full thread. Overlap each wrap by, 1/2 the width of the tape. The wrap should be applied with sufficient tension to allow the threads of a single wrapped area to show through without cutting the tape. The wrap should continue for the full effective length of the thread. Pipe sizes 2" and greater will not benefit with more than a second wrap, due to the greater thread depth. To provide a leak proof joint, the pipe should be threaded into the end connection "hand tight". Using a strap wrench only. (Never use a stillson type wrench) tighten the joint an additional 1/2 to 1-1/2 turns past hand tight. Tightening beyond this point may induce excessive stress that could cause failure. | ||||||||||||||||||||||