عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






Two Station Paste Application – Torque Converter Shells0 pages

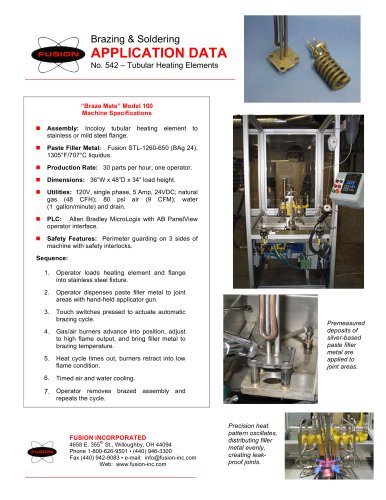
Brazing & Soldering
Ask for
APPLICATION DATA
No. 538 – Torque Converter Shells
Video
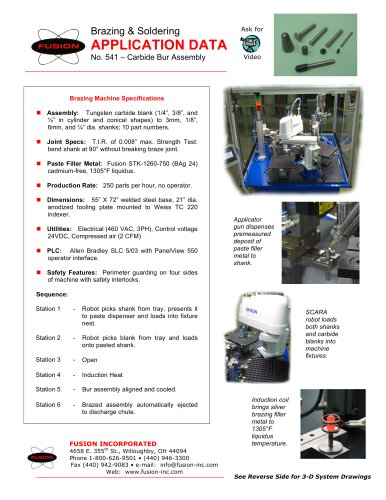
Two Station Paste Application
System Specifications
Assembly: 9 ½”, 10”, 248 mm steel impeller
shell assemblies.
Paste Filler Metal: Fusion 2BY-1900WF-780,
fluxless copper (AWS BCu-1a) 1980°F/1082°C
liquidus.
Production Rate: 360 assemblies per hour;
joints per assembly: 31 blades x 3 rows.
Dimensions:
68”W x 60”D x 40” load height.
Utilities:
Electrical 480 VAC, 3 Phase;
Compressed air (80 PSI)
PLC:
Allen Bradley 5/04 with Panel View
1000 color operator interface.
Safety Features: Lexan® perimeter guarding
with interlocked door.
Sequence:
1.
Torque converter shells enter pasting system
on driven feed conveyor.
2.
Two shells are metered into the paste area
where spindle servo motors engage the shell
center hole.
3.
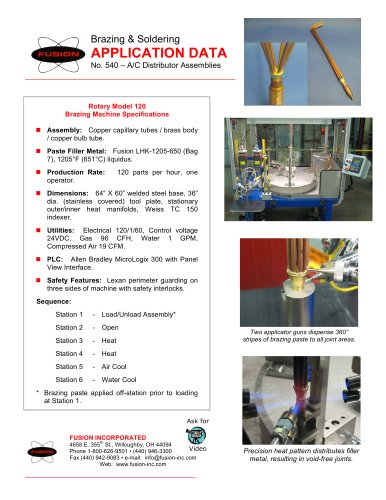
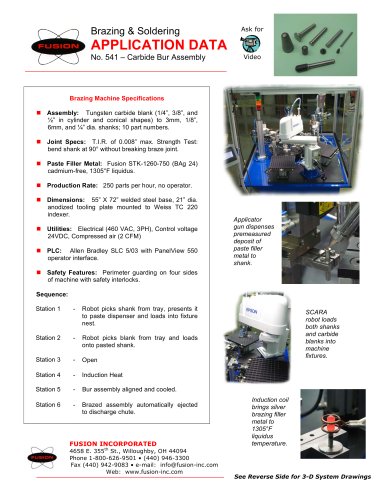
Shells rotate as (12) dispenser guns apply 93
“dot” deposits to the joint areas. (Two
complete shells every twenty seconds)
4.
After pasting, shells exit the pasting area onto
the roller conveyor for processing in an
atmosphere brazing furnace.
FUSION INCORPORATED
4658 E. 355th St., Willoughby, OH 44094
Phone 1-800-626-9501 • (440) 946-3300
Fax (440) 942-9083 • e-mail: info@fusion-inc.com
Web: www.fusion-inc.com
Twelve dispenser guns apply 93 accurate
paste deposits in 20 seconds.
See Reverse Side for 3-D System Drawings