عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






CLUFIX®0 pages

Données techniques
Technical data
Préparation de la tôle selon morphologie
Fût / Body
Cylindrique ou Cannelé :
Round or Knurled:
M3
M4
M5
M6
M8
M 10
M 12
M 14
5.0
6.0
7.0
9.0
11.0
13.0
16.0
18.0
CLUFIX® installation settings
In order to guarantee optimum CLUFIX® installation, three key parameters
must be taken into consideration:
1. Réglage de la tige de traction
1. Tie-rod adjustment
M 16
4.0
CLUFIX® installation process
An de garantir la pose optimale de CLUFIX®, trois paramètres clés sont
à considérer :
M 2.5
Processus de pose de CLUFIX®
Réglages pour la pose de CLUFIX®
Metal sheet preparation in accordance with design
21.0
unité : mm (tolérances disponibles dans les ches produits)
dimensions: mm (tolerance provided in the data sheets)
Hexagonal :
Hexagonal:
4.0
5.0
6.0
7.0
9.0
11.0
13.0
16.0
18.0
21.0
Tête / Head
Afeurante :
Flush:
Pas de préparation de la tôle
No workpiece preparation
Cylindrique ou Étanche :
Flange or Water tight:
Pas de préparation de la tôle
No workpiece preparation
Fraisée :
Countersunk:
Réalisation d'un fraisage permettant de noyer la tête de CLUFIX®.
Countersinking operation which allows the CLUFIX® head to be integrated into the workpiece.
Processus de réalisation
1.1 Visser CLUFIX® sur la tige de traction de façon à ce que tous les
lets de CLUFIX® soient en prise sur la tige (déplacer l'enclume si
nécessaire).
Preparation process
- Poinçonnage
Drilling
- Découpe laser
Laser cutting
- Découpe jet d'eau
Water jet cutting
Ces quatre processus peuvent être utilisés pour la réalisation du trou
recevant CLUFIX®. Toutefois, la qualité de préparation est prépondérante
pour garantir un sertissage optimal et donc une tenue mécanique élevée.
Il est donc par exemple conseillé d’utiliser un poinçon correctement
affûté pour limiter l’écrouissage du trou.
These four processes can be used to create the hole destined to receive
the CLUFIX®. Quality of preparation is, however, of overriding importance
in guaranteeing optimal crimping which will result in high mechanical
resistance. Use of a precision-sharpened punch is, for example,
recommended - in order to limit strain-hardening of the hole.
Préparation de la pièce à assembler
Preparation of the workpiece to be assembled
Diamètre de trou Ø T2
Ø T2 hole diameter
ØM
M 2.5
M3
M4
M5
M6
M8
M10
M 12
M14
2.6
3.1
4.1
5.1
6.1
8.1
10.1
12.1
14.1
2. Réglage de la course
2. Stroke adjustment
Ce réglage permet d’optimiser la qualité du sertissage en fonction du type
de CLUFIX® et de l’épaisseur de la tôle à assembler.
This adjustment optimises crimping quality in line with the chosen CLUFIX®
and the thickness of the metal sheet to be assembled.
La course de sertissage S se calcule à l’aide de la formule : S = X – Ep
The crimping stroke S is calculated using the formula: S = X – Ep
X = variable dénie pour chaque référence
consultable dans la che produit du CLUFIX®
concerné
X = variable dened for each CLUFIX®
part number (available from the CLUFIX®
data sheet in question)
Ep = épaisseur de la tôle à assembler
Ep = thickness of the metal sheet to be assembled
Après calcul de la valeur S, il est nécessaire de
réaliser un essai de pose sur un échantillon de
tôle de même épaisseur à l’aide de l’appareil de
pose choisi.
After calculation of S, we recommend that you
carry out a crimping test (using your chosen
installation tool) on a metal sheet sample
matching the thickness used in your application.
De plus, cet essai permet de valider physiquement
la course S en effectuant le différentiel entre la
mesure de L avant sertissage et de Lts après pose.
This test will also help you to physically check S, by
noting the difference between the L measurement
before crimping and Lts after installation.
M 16
Ø T2 min
Ø T2
16.1
Lts = L - S
Intervalles de tolérance Ls / Tolerance for Ls data:
Ep
L
Ø T2 max
3.55
4.4
5.4
6.5
8.0
10.0
12.2
14.7
16.7
1.2 Place in the anvil in contact with the CLUFIX® head, then block the
anvil in this position.
1.2 Plaquer l'enclume contre la tête de CLUFIX® et la bloquer dans
cette position.
Punching
- Perçage au foret
1.1 Screw CLUFIX® onto the tie-rod so that all the CLUFIX® threads are
in contact with the shank (move the anvil, if necessary).
Ls
19.2
Lts
S
Ø
M 2.5
M3
M4
M5
M6
M8
M10
M 12
M 14
M 16
+/-
0.3
0.4
0.4
0.4
0.4
0.6
0.6
0.6
0.8
0.8
Ls : voir ches produits
see data sheets
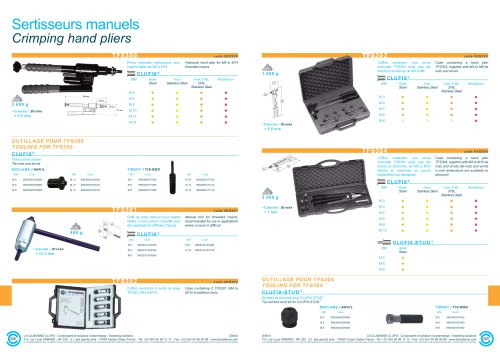
Matériel de pose
La pose de CLUFIX® s’effectue à l’aide des sertisseurs oléopneumatiques
LA CLUSIENNE-CLUFIX. Pour permettre la pose, l’utilisation d’un outillage
standard adapté au diamètre de CLUFIX® est impérative.
12
Installation tools
CLUFIX® installation is achieved using standard LA CLUSIENNE-CLUFIX
oleopneumatic tools. Use of a standard tooling matching the selected
CLUFIX® diameter is imperative to carrying out installation.
Sertisseur + tige de traction
Enclume
Crimping tool + tie-rod
CLUFIX®
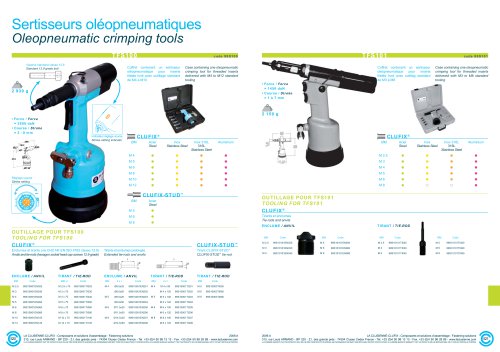
3. Pression d’alimentation
3. Air Pressure
Ce paramètre de réglage ne concerne que les appareils de pose
oléopneumatiques.
La pression d’alimentation d’air conditionne l'effort de pose
développé par l'appareil.
Pour garantir un sertissage optimum, il est conseillé d’équiper
le réseau d’un manomètre de contrôle placé en amont de
l’appareil de pose.
La pression minimum requise est de 6 bars. Cette valeur
correspond à la pression habituelle d’un réseau d’air comprimé.
Toutefois, pour les diamètres M2.5 - M3 - M4 il est possible de
réduire cette pression d’alimentation an de limiter les contraintes de
sertissage (notamment pour l’aluminium).
This parameter concerns only oleopneumatic tools.
The air supply pressure level determines the setting force of the installation
tool.
To guarantee optimum crimping, we advise you to use an air
pressure gauge (positioned upstream of the tooling) linked to
your air pressure supply network.
The minimum pressure required is 6 bars. This value corresponds
to the usual pressure of an air pressure supply network.
However, for diameters M2.5 - M3 - M4, it is possible to
reduce the supply pressure in order to limit crimping constraints
(particularly for aluminium).
Anvil
13
2009.A
2009.A
"