عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






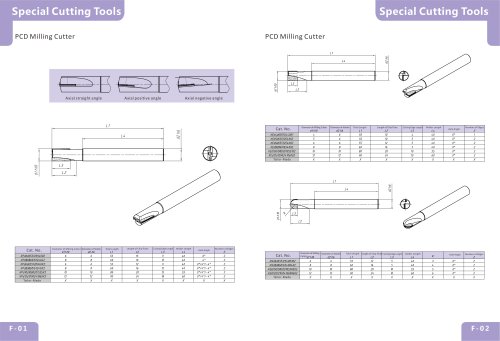
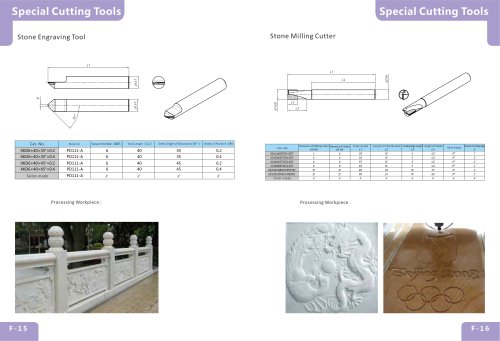
WORLDIA PCD Insert VCMW/CCMW series for metal machining industry0 pages

PCD Material of Worldia
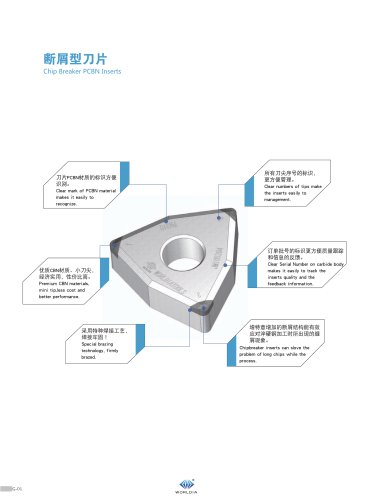
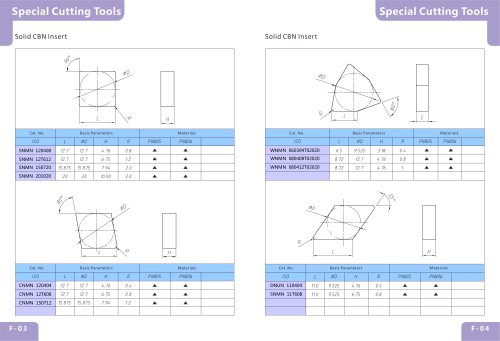
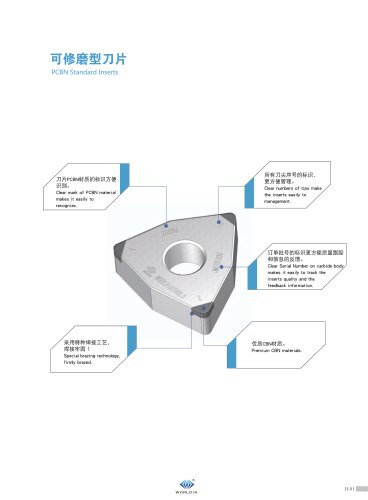
Worldia PCBN Inserts
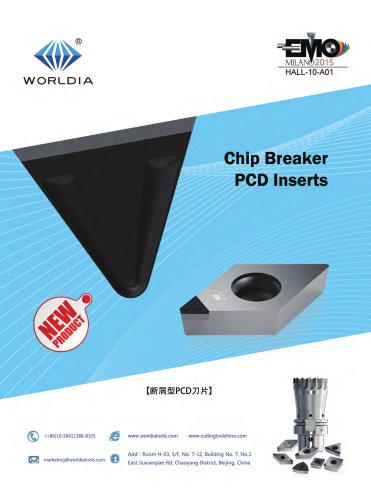
PCD
WN
80°Hexagon
Negative Type
With Hole
PNC108-A PN201-A
Negative Type
Positive Type
T01020
Legend
S01020
PN203-A
S01020
PN204-A
T01020
T01030
PN206-A
T01030
S01030
Choice
Continuous Cut
PN208-A
S01020
S01030
Medium Cut
PN401-A
PN402-A
PN404-A
PN805-A
PN806-A
S01025
S01020
T01015
T01020
S01025
Introduction to PCD cutting tool materials
Diamond has been used as super-hard cutting tool materials for hundreds of years. In the course of the development
of cutting tools, high speed steel was the major cutting tool materials from the end of the nineteenth century till the mi-
Choice
Interrupted Cut
Choice
ddle of the 20th century. In 1927, carbide tool material was firstly developed in Germany and later on extensively used in
coming decades. The successful synthesis of diamond in 1950s increased the applications of super-hard cutting tool ma-
Recommended
Usage
WNMA 0804
Matching Holder on page No.
I.C.12.7 Thickness4 . 76
D-36
Hole5.16
K Cast Iron
terials, while the scarcity and high cost of natural diamonds still confined their applications. In 1970s, polycrystalline dia-
S Exotic Alloy
mond was synthesized by HPHT process, which offered ideal solutions for an expanding range of areas like aerospace, au-
H Quenched Steel
tomobile, electronics, stone and so on.
Sintered Component
烧结零件
Compared with large crystal mono diamond and traditional CVD diamond, PCD has the following advantages.
PN805-A
PN806-A
PN402-A
PN404-A
PN208-A
PN401-A
PN206-A
PN204-A
PN201-A
1) In polycrystalline diamond, the individual grains within the microstructure are randomly orientated and therefore
PN203-A
No. of pack
T0101500
Surface
treatment
N
Cutting Edge
Length
1
Profile
of Edge
Nose Type
Cutting Edge
Configuration
Cutting
Direction
Cat. No.
No. of Cutting
Edge
Appearance
PNC108-B
Worldia P C BN
沃尔德CBN
hard and soft directions do not exist at a macroscopic scale.
2) For ease of tool fabrication, PCD is usually sintered directly to a tungsten carbide backing, which offers higher resistance to shock.
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
3
N
S0102010
CB
ST 3.0 S
2
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
3
N
S0102510
CB
ST 3.0 S
2
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
3
N
S0103020
CB
ST 3.0 S
2
CB
ST 3.0 S
2
3) PCD can be easily made to large size tool blanks, which meets the demands of large cutting tools like milling tools.
4) Laser cutting, polishing and EDM machining can be accessible for the machining of PCD materials, and special sizes
may be machined.
1
N
S0102010
CB
ST 3.0 S
2
5) Particular characteristics can be designed, which would meet a variety of specific applications.
With the development of PCD cutting tool materials, it has found widespread applications in numerous areas.
The principal applications for PCD include the machining of non-ferrous metals, alloys, composites, carbides, ceramics
3
N
T0101500
CB
ST 3.0 S
2
and reinforced plastics. In particular, PCD has become high performance substitute for wood machining and automobile
industries.
Micro-structure of PCD materials
Wear Loss
Wear Resistance
Fracture Resistance/Edge-Sharpening Performance
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
3
N
T0102000
CB
ST
3.0 S
2
PCD grain size affects roughness of workpiece's surface
080404
080408
080412
080416
WNMA
WNMA
WNMA
WNMA
080404
080408
080412
080416
1
N
T0101500
CB
WG
3.0 S
2
N
S0102010
CB
WG
3.0 S
2
Excellent surface finish of fine grain size
1.5
Surface finish of conventional PCD Tool
1.0
1
Cutting Length
Conventional PCD' Grain
2.0
WNMA
WNMA
WNMA
WNMA
Differences in wear-resistance among various
PCD materials
Conventional PCD' Grain
0.5
0
Grain size affects surface finish
B-79
C-01
"