عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






Validation Thermocouple Looms - PTFE0 pages
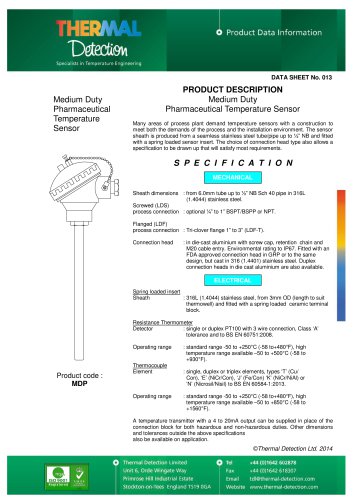
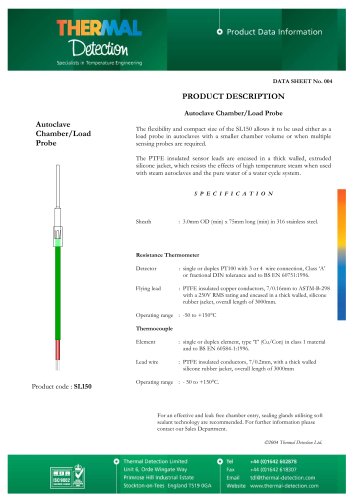
DATA SHEET No. 021.LP
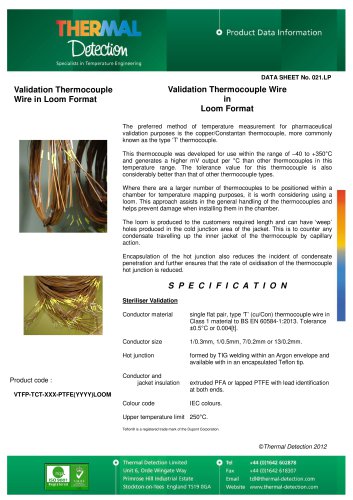
Validation Thermocouple Wire
in
Loom Format
Validation Thermocouple
Wire in Loom Format
The preferred method of temperature measurement for pharmaceutical
validation purposes is the copper/Constantan thermocouple, more commonly
known as the type ‘T’ thermocouple.
This thermocouple was developed for use within the range of –40 to +350°C
and generates a higher mV output per °C than other thermocouples in this
temperature range. The tolerance value for this thermocouple is also
considerably better than that of other thermocouple types.
Where there are a larger number of thermocouples to be positioned within a
chamber for temperature mapping purposes, it is worth considering using a
loom. This approach assists in the general handling of the thermocouples and
helps prevent damage when installing them in the chamber.
The loom is produced to the customers required length and can have ‘weep’
holes produced in the cold junction area of the jacket. This is to counter any
condensate travelling up the inner jacket of the thermocouple by capillary
action.
Encapsulation of the hot junction also reduces the incident of condensate
penetration and further ensures that the rate of oxidisation of the thermocouple
hot junction is reduced.
S P E C I F I C A T I O N
Steriliser Validation
Conductor material
Conductor size
1/0.3mm, 1/0.5mm, 7/0.2mm or 13/0.2mm.
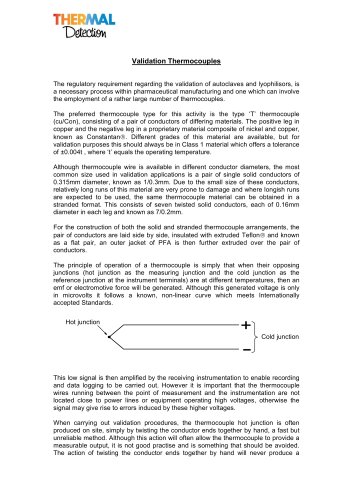
Hot junction
Product code :
single flat pair, type ‘T’ (cu/Con) thermocouple wire in
Class 1 material to BS EN 60584-1:2013. Tolerance
±0.5°C or 0.004[t].
formed by TIG welding within an Argon envelope and
available with in an encapsulated Teflon tip.
Conductor and
jacket insulation
VTFP-TCT-XXX-PTFE(YYYY)LOOM
Colour code
extruded PFA or lapped PTFE with lead identification
at both ends.
IEC colours.
Upper temperature limit 250°C.
Teflon® is a registered trade mark of the Dupont Corporation.
©Thermal Detection 2012
"