عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید
LOADING

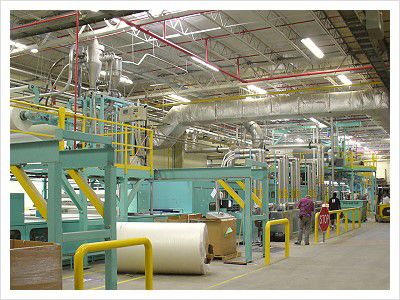
پرس با کانال های موازی برای پشم شیشه برای پلی وینیل کلراید (PVC) برای فلز ورقه ای



چگونه این محصول را خریداری کنم؟
درخواست قیمت

درخواست مشاوره و مدارک فنی
پرسش
خدمات خرید VIP
شما می توانید از سرویس رایگان نمایشگاه استفاده نموده و درخواست خود را مستقیما به شرکت سازنده ارسال نمایید و پس از دریافت قیمت و با ورود اطلاعات به " ماشین محاسبه قیمت ریالی " از قیمت ریالی کالا بصورت تخمینی مطلع شوید . اگر مایلید مکاتبه با شرکت سازنده ، تبادل اطلاعات و دریافت قیمت ارزی و ریالی توسط کارشناسان این مجموعه انجام شود لطفا از این طریق اقدام فرمایید. استفاده از این سرویس مستلزم پرداخت هزینه است . برای دریافت اطلاعات بیشتر با تلفن 41995 تماس حاصل فرمایید.
ادامه
ادامه
در صورتی که قیمت ارزی محصول را در اختیار دارید پس از عضویت و ورود به سایت می توانید فرم مربوطه را تکمیل و به همراه تصویر پرفورمای شرکت سازنده ارسال نمایید تا کارشناسان ما در اسرع وقت نسبت به محاسبه هزینه های حمل و ترخیص و صدور پیش فاکتور ریالی اقدام نمایند. هزینه استفاده از این سرویس برای هر درخواست 25 یورو می باشد. صنایع معظم در صورت تمایل به استفاده از این خدمات می توانند بدون نیاز به عضویت و پرداخت هزینه درخواست خود را به همراه کپی پرفورمای شرکت سازنده به ایمیل enquiry@iranindustryexpo.com و یا فاکس 88206264 بنام شرکت مهندسی و بازرگانی مشگاد ارسال نمایند.
در صورت عقد قرار داد مبلغ دریافتی به حساب خریدار عودت می شود.
ادامه
افزودن به لیست علاقه مندی ها
سایر سازندگان این محصول
درخواست قیمت ریالی
اگر مجموعه شما جزو صنایع مادر و معظم در فیلد پالایشگاه ، پتروشیمی ، حفاری ، نیروگاه ، معادن و فلزات ، خودروسازی ، تولید مواد غذایی و دارویی و.... می باشد لطفا درخواست خود را بر روی سربرگ به فاکس 88206264 و یا ایمیل enquiry@iranindustryexpo.com بنام شرکت مهندسی و بازرگانی مشگاد ارسال فرمایید.
کارشناسان این مجموعه در اسرع وقت با شما تماس خواهند گرفت .
بازدیدکننده محترم، از اینکه سایت ایران اینداستری را برای منابع یابی انتخاب کرده اید، از شما سپاسگزاریم.
اطلاعاتی برای نماینده شرکت Sandvik TPS در ایران یافت نشد.
لطفا با انتخاب هر یک از بخش های فوق، درخواست خود را ارسال فرمایید تا توسط واحد بازرگانی ایران اینداستری اکسپو بررسی شود.
مشخصات فنی
-
Function:
lamination
-
Other characteristics:
for sheet metal
-
Other characteristics:
for thermoplastic waste, for sheet metal
Fields of application
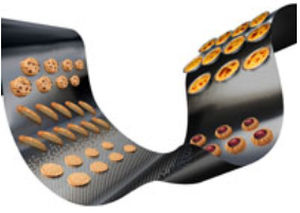
Lamination of thermoplastic waste agglomerates or fibres to receive a reusable product, e.g. carpet recycling or for automotive interior products such as package trays (agglomerated trimming waste can be formed to recycled boards).
Principle of operation
By means of the unwinder [A] the base sheet (glass fiber, PVC etc.) is applied to the advanced lower belt [1]. By means of the scattering machine [B] the first layer of agglomerate is applied to the base sheet. For example, glass fiber can be deposited on the first layer of agglomerate by means of the unwinder [C]. Through the scattering machine [D] the second layer of agglomerate is deposited on the glass fiber. After that the multilayer coating is compressed by means of the calender roll [2]. After the preheating zone [3+4] the layer is melted thoroughly in the contact heating zone [5+7] and sized to the required thickness by means of the nip rolls [6+8] that are arranged one on top of the other. Then the substrate is cooled to the required outlet temperature in the cooling zone [9].
Lamination of thermoplastic waste agglomerates or fibres to receive a reusable product, e.g. carpet recycling or for automotive interior products such as package trays (agglomerated trimming waste can be formed to recycled boards).
Principle of operation
By means of the unwinder [A] the base sheet (glass fiber, PVC etc.) is applied to the advanced lower belt [1]. By means of the scattering machine [B] the first layer of agglomerate is applied to the base sheet. For example, glass fiber can be deposited on the first layer of agglomerate by means of the unwinder [C]. Through the scattering machine [D] the second layer of agglomerate is deposited on the glass fiber. After that the multilayer coating is compressed by means of the calender roll [2]. After the preheating zone [3+4] the layer is melted thoroughly in the contact heating zone [5+7] and sized to the required thickness by means of the nip rolls [6+8] that are arranged one on top of the other. Then the substrate is cooled to the required outlet temperature in the cooling zone [9].