عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید





METHODS FOR OVERCOMING WELD SKILL LIMITATIONS0 pages
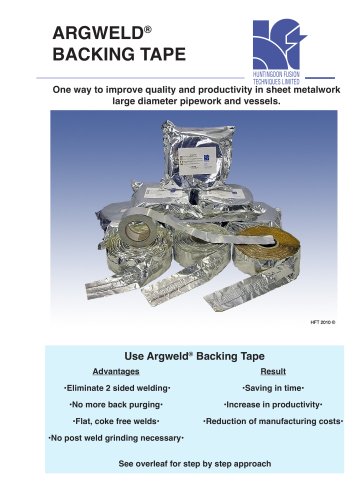
REPRINT:
MECHANICAL WELDING BACKING
METHODS FOR OVERCOMING WELD SKILL
LIMITATIONS
I or most applications ol
m fusion welded joints, n is
unnecessary to go to ihe trouble and
expense nt ensuring lulls continuous
transition of metal between parent
materials. The fillet Welti anil the
partial penetrating hint weld usually
are adequate; etnployetl intelligentIv.
they can meet many structural re
quirements. Fur this reason, they are
in widespread use throughout the
manufacturing industry.
For some demanding applications,
however, maximum joint strength is
mandatory. Products subjected to me-
chanical fatigue, corrosion, or ther-
mal cycling in end-uset Industries
such as nuclear engineering, aero-
space, and power generation need
joints of optimum quality to provide
an acceptable level of insurance
against service failure. For these criti-
cal applications, a fully penetrating
hutt weld is essential.
The penetrating capability ol the
art process determines whether or
not a square edge preparation i- ade
quate. With the manual metal arc
(MMA) and gas tungsten are welding
(GTAW) techniques, rhe maximum
material thickness that can he weld-
ed from one side usually is about 5
millimeters. Using a high-current gas
metal arc welding (GMAW) tech-
nique allows this thickness to he in-
creased to about 6 millimeters.
For thicker materials, the edges
must he cut back lo pnwide access tor
the torch. The simplest preparation
of this type is the single V, and the
joint is filled using a multiple run,
with each pass tuning into the pre-
vious one and into the adjacent side
walls. The first pass is referred to as
the root run. ami the quality of this
deposit ultimately determines the
overall quality of the finished joint. It
provides continuous lusion between
the two materials along their length,
and this can he achieved in a number
of ways.
Tile most direct technique is tor
the welder to exercise total control
over the deposit, producing an ac-
"