عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید





LOADING

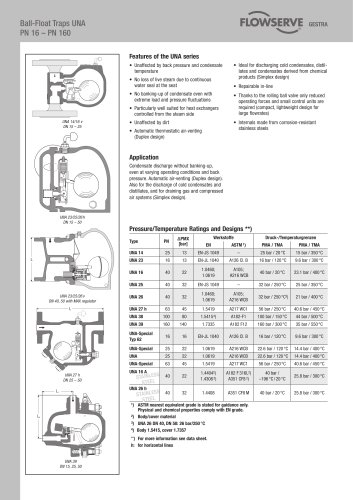
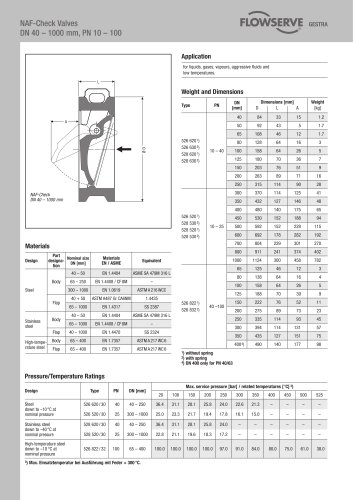
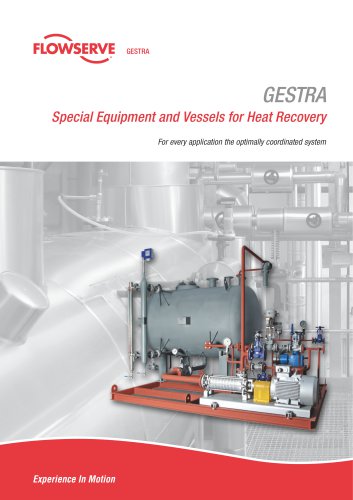
Steam Trap Monitoring Equipment0 pages
نسخه متنی
"
Like any other industrial valve steam traps are subject to wear and
their correct functioning can be impaired by precipitated solids and dirt
deposits.
To assess the performance of a steam trap the following questions have
to be answered:
•t Does the steam trap work properly?
•t If not, does the faulty trap cause a loss of steam
(leakage) or banking-up of condensate (obstructed discharge
p
assage)?
Faulty steam traps are a major source of waste in a steam distribution
system. A trap that is blowing live steam is the worst offender, but traps
that are plugged or stuck closed can also be costly.
The decreased plant efficiency due to loss of energy and additional
make-up water results in lost production. Furthermore, an increase
of pressure is liable to arise in condensate systems which will lead to
d
ifficulties at all locations where condensate is discharged.
The magnitude of such a steam loss depends on the cross-sectional
area of the leak and, at the same time, the amount of discharged
c
ondensate. Locations where only small amounts of condensate are
formed and discharged, e. g. drainage points in steam lines and tracing
systems, are particularly problematical. On the other hand, locations
where relatively large amounts of condensate are discharged will not
give rise to considerable loss of live steam because of the presence of a
large volume of liquid.
Steam traps which are obstructed or stuck closed do not cause
loss of energy and/or water but reduce – to a greater or lesser extent
– the efficiency of heat-transfer equipment and steam users. And
waterhammer caused by condensate banking-up leads to considerable
p
hysical damage in steam and condensate systems.
Experience shows that installations where no regular trap testing and
servicing takes place have a failure rate of defective steam traps in
the order of 15 – 25 %. Regular maintenance and trap testing, which
should be carried out at least once a year, can strongly reduce the
f
ailure rate to 5 %.
Level meters use conductivity to monitor steam trap performance. A
test chamber with an integral level electrode is installed upstream of the
trap to detect any defective steam trap. The corresponding output signal
is displayed by the Remote Test Unit NRA 1-3x (remote monitoring).
The system VKE can monitor all types and makes of steam traps to
detect loss of live steam. The correct operation of RHOMBUSline steam
traps type BK 45/46, MK 45, UBK 46 can be verified by using the
c
ompact-type level probes NRG 16-19, NRG 16-27 and NRG 16-28. The
test station NRA 1-3x will evalute the data coming from the system VKE.
Another way to test traps is to use an ultrasonic listening device
which detects the sound produced by steam flowing through the traps.
Depending on the test system used the sound sensed by the device
is either graphically represented in the form of a curve (VKP 40) or
i
ndicated by the deflection on the scale of a meter (VKP 10).
When using the VKP 10, the field data specialist has to assess the
i
ndicator deflection and, consequently, the operation of the steam trap.
The VKP 40, however, can directly track leaks associated with faulty
steam traps and provides comprehensive reporting and a complete trap
survey history.
Annual costs caused by steam loss
t Number of steam traps installed
t Annual failure rate
t (Empirical value with first check approx. 15 – 25 %)
At Number of defective steam traps
Bt Steam loss per steam trap (kg/h)
Ct Annual operating hours
Dt Annual steam loss (kg)t
A x B x C
=
D / 1000 x E
=
Et Cost of steam per ton
Ft Annual loss in EUROt
Example
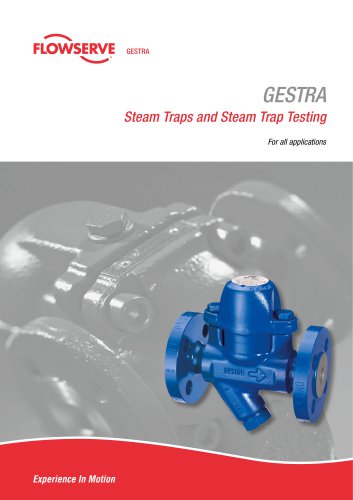
Test Systems
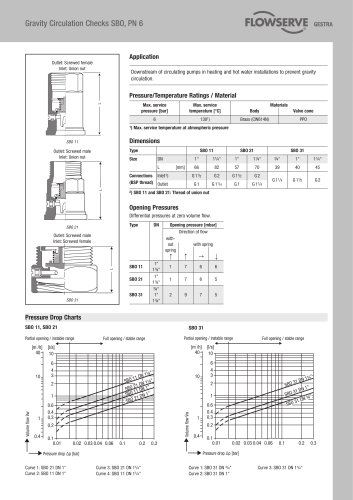
Steam traps can be tested during operation by using sightglasses,
ultrasonic listening devices or level meters.
Sightglasses (Vaposcopes Type VK 14, VK 16) provide an effective
means of observing the flow of liquids in pipework. They are installed
upstream of the traps, and allow the assessment of the traps by making
their operation visible. A satisfactory trap installation must pass all the
water that flows to it without discharging live steam and must not be
rendered inoperative by particles of dirt or by an accumulation of air.
At Number of defective steam trapstt
10
Bt Steam loss per steam traptt
3 kg/h
Ct Annual operating hourstt
8000 h
Dt Annual steam losstt
240000 kg
Et Cost of steam per tontt
30 Euro/t
Ft Annual losst
7200 Euro
By the way:
A new steam trap costs – depending on the end connection
– only approx. e 160 to e 200.
A1
Testing Steam Traps
"