عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






No. 545 - Shotgun Assembly0 pages

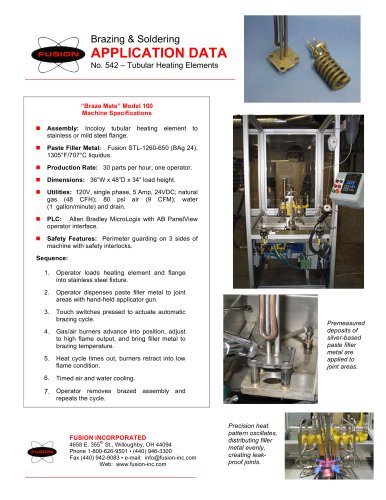
Brazing & Soldering
APPLICATION DATA
No. 545 – Shotgun Assembly
Single Station
Brazing Machine Specifications
Assembly: Steel gas block and guide ring to steel
shotgun barrel.
Induction Heat: (2) RDO 15 kW induction power
units with (2) coils; 5 ton water chiller.
Paste Filler Metal: Fusion STK-1205-750 (BAg 7)
cadmium-free, 1205°F (651°C) liquidus.
Production Rate: 25 parts per hour, one operator
(Heat time: 45 seconds; Cycle time: 150 seconds).
Dimensions: 36” X 50” aluminum extrusion frame.
Induction control units and 5 ton water chiller
positioned nearby. (see reverse side)
Utilities: Electrical (480 VAC, 3PH) 40 amp, Control
voltage 24VDC, Compressed air (5 CFM).
PLC: Allen Bradley Micrologix 1500 with Panel View
Plus 400 operator interface.
Safety Features: Perimeter guarding on three sides
of machine with safety interlocks. Light curtain for Estop function. Vent hood for fume extraction.
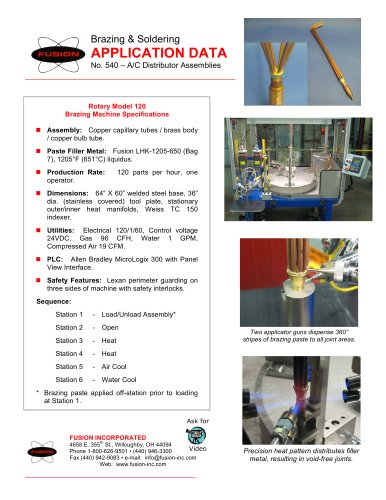
Hand-held
applicator gun
dispenses a
pattern of
paste filler
metal to gas
block.
Sequence:
1.
Operator loads shotgun barrel into pasting fixture.
2.
Operator dispenses brazing paste on gas block and
guide ring with MLF applicator gun then places in
position on barrel.
3.
Pasted assembly is transferred to the heating fixture.
4.
Heating fixture lifts assembly into induction heat
coils to bring joints to brazing temperature.
5.
Heating cycle concludes, followed by forced air cool,
fixture retracts and operator unloads brazed
assembly.
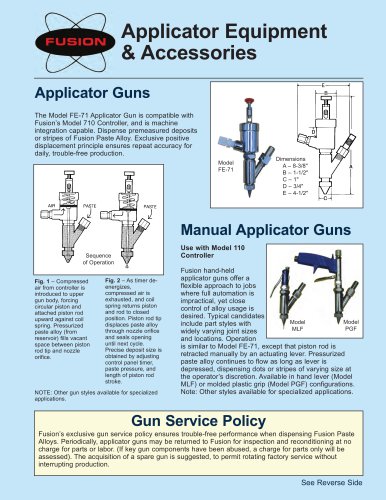
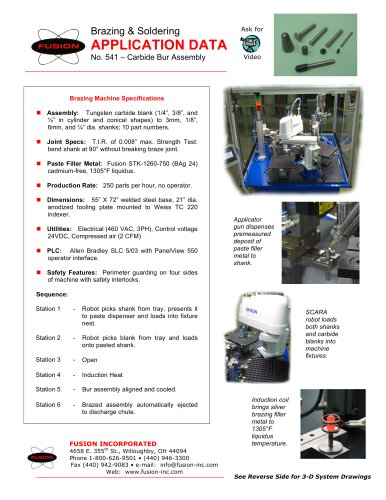
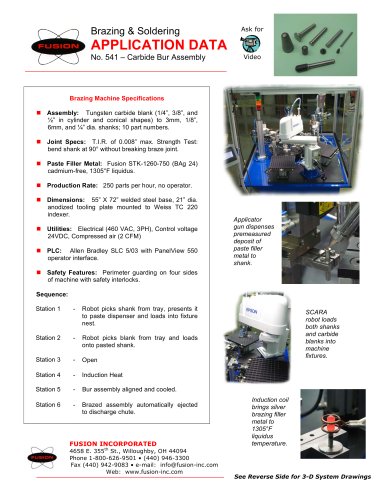
Two induction
coils bring
silver brazing
filler metal to
1305°F liquidus
temperature.
FUSION INCORPORATED
4658 E. 355th St., Willoughby, OH 44094
Phone 1-800-626-9501 • (440) 946-3300
Fax (440) 942-9083 • e-mail: info@fusion-inc.com
Web: www.fusion-inc.com
See Reverse side for 3-D System Drawings
"