عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






TRD0 pages

Expansion joints | High-end metal expansion joints (MEJ's)
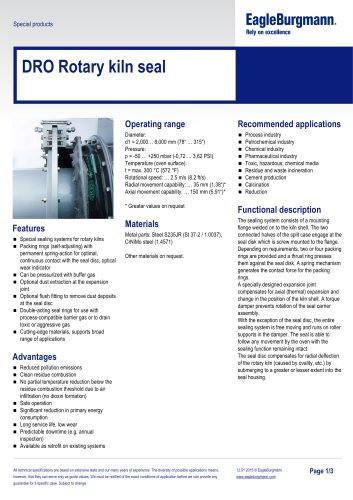
TRD Toroid
expansion joints
Einsatzbereich
Diameter: 400 mm (16”) to 4,250 mm (170”)
Process temperature: -190 °C (-310 °F) to 650
°C (1,200 °F)
Pressure (dependent on the diameter): FV to
138 bar (2,000 PSI)
Maximum total axial movement (compression
and extension combined): 25 mm (1”)
Permitted lateral movement: 0 mm (0”)
Permitted angular movement: 0°
Werkstoffe
Merkmale
High pressure heat exchanger applications.
Designed to ASME BPVC Section VIII,
Division 1, Appendix 26.
Additionally, can be manufactured according
to the European PED (Pressure Equipment
Directive).
Highly-engineered expansion joints.
Vorteile
Reliable operation in critical applications.
Economical alternative to reinforced bellows.
Typical bellows materials: Inconel® 625 Gr.
1, 304 stainless steel. Other materials on
request.
Bellows basics: single or multi-ply
(depending on the application). Formed by
punch mandrel, thin-wall ply thickness ≤1.5
mm (0.060”). Subsequently, toroidal crosssection achieved through hydraulic
pressurization.
Typical duct: A266N Gr. 2, 25 .. 125 mm (1 ..
5”). Other materials on request.
Cover material options: carbon steel,
stainless steel.
Standards und Freigaben
ASME Section VIII, Division 1, U (unfired)
pressure vessel certificate
European Pressure Equipment Directive
(PED) 97/23/CE
Expansion Joint Manufacturers Association
(EJMA)
ISO 9001:2008
Empfohlene Anwendungen
Chemical industry
Power plant technology
Process industry
Refining technology
Any expansion joint within a high pressure
system that must conform to ASME BPVC
Section VIII, Division 1.
Heat exchangers
(primarily shell and tube or floating head).
Chemical reactors
Funktionsbeschreibung
Metal expansion joints are used in pipelines to
compensate for thermal growth, typically in
applications with high internal temperatures; or
to prevent vibrations from being transmitted
beyond the expansion joint.
Hinweis
Standard quality control and testing:
Full x-ray of bellows longitudinal seam weld
before formation of convolutions.
Full dye penetrant test of bellows
longitudinal seam weld inside and outside
before and after forming of convolutions.
100 % dye penetrant test of bellows
attachment welds.
Hydrotest
Third-party inspection by an ASME-certified
inspector
Additional quality control and testing
options:
Impact testing of weld ends
PMI (Positive Material Identification)
Ultrasound weld tests
Helium leak check
Hardness test
Magnetic particle examination
Alle technischen Angaben beruhen auf umfangreichen Tests und unserer langjährigen Erfahrung. Aufgrund der Vielfalt der
12.01 2015 © EagleBurgmann
Anwendungsmöglichkeiten können sie jedoch nur als Richtwerte angesehen werden. Eine Gewährleistung im Einzelfall ist nur möglich, wenn
www.eagleburgmann.com
uns die genauen Einsatzbedingungen bekannt sind und dies in einer gesonderten Vereinbarung bestätigt wurde. Änderungen vorbehalten
Seite 1/3
"