عضویت
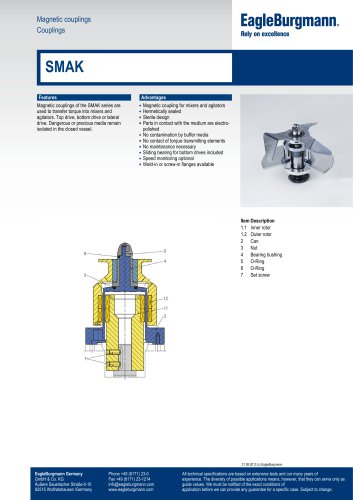
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






CB0 pages

Expansion joints | High-end metal expansion joints (MEJ's)
CB Clamshell
metal expansion joints
Operating range
Diameter: Up to 4,250 mm (170”)
Process temperature: Up to 900 °C (1,650 °F)
Pressure: Up to 80 bar (1,200 PSI)
Materials
Features
Bellows or expansion joints split into
longitudinal segments for installation without
opening pipework.
Temporary repair solution for damaged
expansion joints.
Can handle axial, lateral and angular
movements.
The permissible combination and magnitude
of movements depends on the application
and the existing expansion joint that is to be
repaired.
Advantages
In non-critical failures, permits repairs to
expansion joints without shutting the plant
down.
Provides temporary expansion joint repair
until a scheduled outage.
In critical failures, enables rapid restart after
an emergency shutdown.
Can facilitate repair when access to the
expansion joint is via confined spaces.
Bellows material: SA240-304, SA240-304L,
SA240-316, SA240-316L, SA240-321,
Inconel® 625 LCF (low cycle fatigue) nickel
alloy, Inconel® 800H, other materials on
request.
Bellows basics: single ply, formed by punch
mandrel, thin-wall. Cut into longitudinal
segments once manufacture is complete.
Ply thickness 0.7 mm (0.03”) ... 3.0 mm
(0.12”).
Weld ends and/or rings: material selected to
suit the application
Standards and approvals
B31.3 process piping
ASME Section VIII, Division 1, R (repair,
unfired) pressure vessel certificate.
European Pressure Equipment Directive
(PED) 97/23/CE
Expansion Joint Manufacturers Association
(EJMA)
ISO 9001:2008
Recommended applications
Petrochemical industry
Refining technology
Any application in any industry where an
existing expansion joint is to be repaired
without cutting or opening the pipe.
Functional description
CB Clamshell expansion joints are cut into
(most commonly two) longitudinal segments
once their manufacture is complete. Because
they have been cut, they can be installed
around existing pipe with no need for the pipe
itself to be cut or opened. Once the pieces are
in place, they are welded together by expert
welders, to create the whole expansion joint.
Notes
Quality control and testing options:
Full x-ray of bellows longitudinal seam weld
before formation of convolutions.
Full dye penetrant test of bellows
longitudinal seam weld inside and outside
before and after forming of convolutions.
100 % dye penetrant test of bellows
attachment welds (if applicable). This would
be done prior to the expansion joint being
split into segments.
Impact testing of weld ends
Hardness test
Positive Material Identification
Service:
Expert clamshell bellows welders available
to perform these highly-specialized welds.
All field welds can be 100 % dye penetrant
tested.
Welding teams able to work at height and in
confined spaces, provided safety
requirements are met.
All technical specifications are based on extensive tests and our many years of experience. The diversity of possible applications means,
12.01 2015 © EagleBurgmann
however, that they can serve only as guide values. We must be notified of the exact conditions of application before we can provide any
www.eagleburgmann.com
guarantee for a specific case. Subject to change.
Page 1/2
"