عضویت
عضویت  ورود اعضا
ورود اعضا راهنمای خرید
راهنمای خرید






Case Study: Compressor Rebuild0 pages
Excellent
nnnnEngineering
nnnnSolutions
nnnnCase Study
nnnnHydrogen compressor re-build
nnnnMajor restoration of Nuovo Pignone BCL 353 hydrogen compressor
nnnnsuccessfully completed in seven months
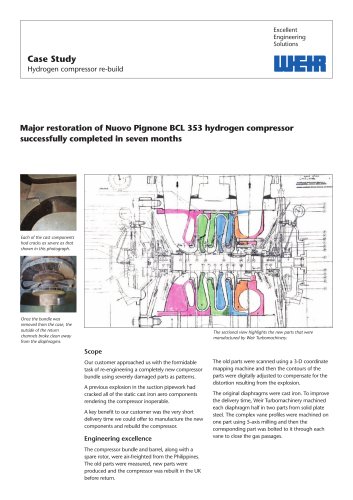
nnnnEach of the cast components
nnnnhad cracks as severe as that
nnnnshown in this photograph.
nnnnOnce the bundle was
nnnnremoved from the case, the
nnnnoutside of the return
nnnnchannels broke clean away
nnnnfrom the diaphragms.
nnnnScope
nnnnOur customer approached us with the formidable
nnnntask of re-engineering a completely new compressor
nnnnbundle using severely damaged parts as patterns.
nnnnA previous explosion in the suction pipework had
nnnncracked all of the static cast iron aero components
nnnnrendering the compressor inoperable.
nnnnA key benefit to our customer was the very short
nnnndelivery time we could offer to manufacture the new
nnnncomponents and rebuild the compressor.
nnnnEngineering excellence
nnnnThe compressor bundle and barrel, along with a
nnnnspare rotor, were air-freighted from the Philippines.
nnnnThe old parts were measured, new parts were
nnnnproduced and the compressor was rebuilt in the UK
nnnnbefore return.
nnnnThe sectional view highlights the new parts that were
nnnnmanufactured by Weir Turbomachinery.
nnnnThe old parts were scanned using a 3-D coordinate
nnnnmapping machine and then the contours of the
nnnnparts were digitally adjusted to compensate for the
nnnndistortion resulting from the explosion.
nnnnThe original diaphragms were cast iron. To improve
nnnnthe delivery time, Weir Turbomachinery machined
nnnneach diaphragm half in two parts from solid plate
nnnnsteel. The complex vane profiles were machined on
nnnnone part using 5-axis milling and then the
nnnncorresponding part was bolted to it through each
nnnnvane to close the gas passages.
"